3工厂 - 铸造,挤压,铸造板

3工厂 全景
铸造ㆍ挤压ㆍ铸造板
- 占地
- 27,768㎡
- 建筑面积
- 16,654㎡

3工厂 内部1
铸造ㆍ挤压ㆍ铸造板
- 占地
- 27,768㎡
- 建筑面积
- 16,654㎡

3工厂 内部2
铸造ㆍ挤压ㆍ铸造板
- 占地
- 27,768㎡
- 建筑面积
- 16,654㎡

3工厂 内部3
铸造ㆍ挤压ㆍ铸造板
- 占地
- 27,768㎡
- 建筑面积
- 16,654㎡

3工厂 内部4
铸造ㆍ挤压ㆍ铸造板
- 占地
- 27,768㎡
- 建筑面积
- 16,654㎡
点击以下各过程,可确认各过程详细信息。
铸造设备现状
| 熔炉 | 尺寸 (W x H x L, mm) | 吨 | 种类 | 数量 |
|---|---|---|---|---|
| 6,878 X 4,139 X 8,235 | 30 | 倾侧 | 1 | |
| 40 | ||||
| 均质炉 | 2,500 X 2,500 X 6,500 | 50 | 移动 | 1 |
铸造工程过程
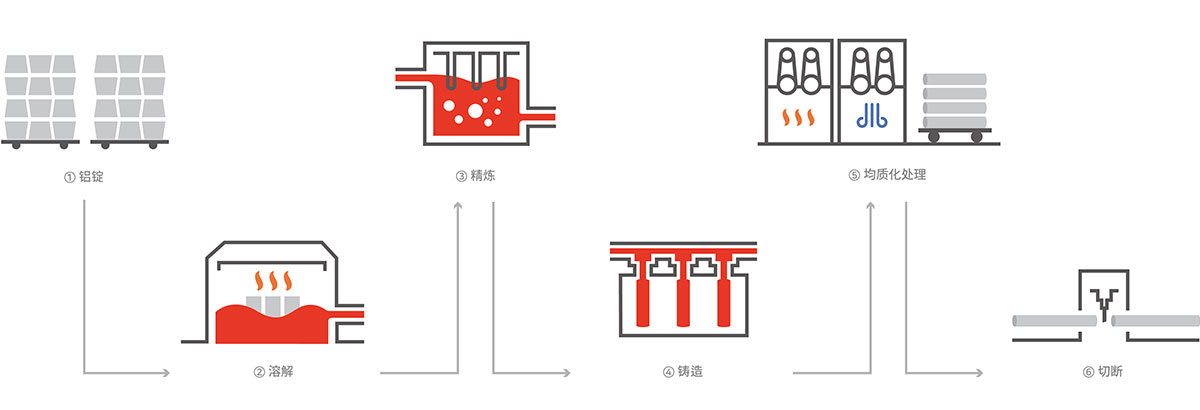
-
溶解
原材料装料后溶解
-
精炼
镕汤清洁处理 / 废料除去及脱气处理
-
铸造
诱导钢坯(5”~41.7”)、厚板(T520,T700)铸造、均匀的钢坯和厚板成长
-
均质化处理
将铸造的铝钢坯在规定的高温下保持充分的时间,以减少或去除因热扩散产生的成分法偏析,制造均匀的钢坯和厚板产品。
-
切断
去除钢坯上/下部缺陷
挤压设备现状
| - | 制造商 | 种类 | 钢坯 | 压力 | 产品 | |
|---|---|---|---|---|---|---|
| 合金 | 尺寸 | |||||
| 压铸能力 | UBE | 直接 | 7英尺 | 2,000吨 | 软合金 | Min. Ø 30 ~ Max.Ø 80 |
| 硬合金 | Min. Ø 25 ~ Max.Ø 40 | |||||
| 引张能力 | 国内 | - | - | 120吨 | 软合金 | Max.Ø 100 |
| 硬合金 | Max.Ø 75 | |||||
| 700吨 | 软合金 | Max.Ø 230 | ||||
| 硬合金 | Max.Ø 175 | |||||
| 时效炉 | 尺寸 (W x H x L, mm) | 吨 | 种类 | 数量 |
|---|---|---|---|---|
| 2,400 X 2,390 X 13,400 | 12 | 批 | 1 |
| 溶液加热炉 | 尺寸 (D x L, mm) | 吨 | 种类 | 数量 |
|---|---|---|---|---|
| 8,000 X 4,500 X 5,500 | 5 | 水平 | 1 |
挤压工程过程
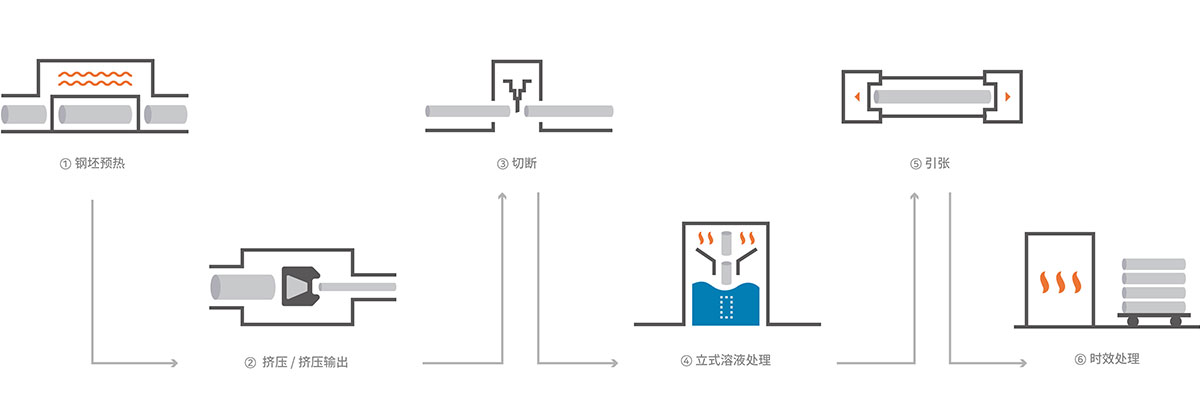
-
钢坯预热
为了提高挤压性,挤压前钢坯预热工序
-
挤压 / 挤压输出
在集装箱里放入钢坯,用推焦杆加压钢坯,材料会从模具孔流出,生产出棒材、型材、管材等具有一定断面的产品的工艺。
-
切断
产品切断
-
立式处理方法
直到铝合金成分完全固溶为止加热后冷却,获得过饱和固溶体,增加强度的热处理方法。
-
引张
以去除产品的残留应力、赋予强度、矫正直线度等为目的挤压后或热处理后,引张一定量产品的工艺。
-
时效处理
时效硬化热处理/人工时效处理
CAST PLATE 设备现状
| 代码 | 姓名 | 尺寸(T x W x L, mm) | 数量 |
|---|---|---|---|
| 1 | Horizontal Band SAW | 1000 X 3000 X 6000 | 1 |
| 2 | Horizontal Band SAW | 1100 X 3500 X 6500 | 1 |
| 3 | Vertical Band SAW | 1100 X 3000 X 6000 | 1 |
| 4 | Milling Machine | 1 | |
| 5 | Sanding Machine | 1 | |
| 6 | Leveller | 140 X 2500 X 6000 | 1 |
cast plate工程过程
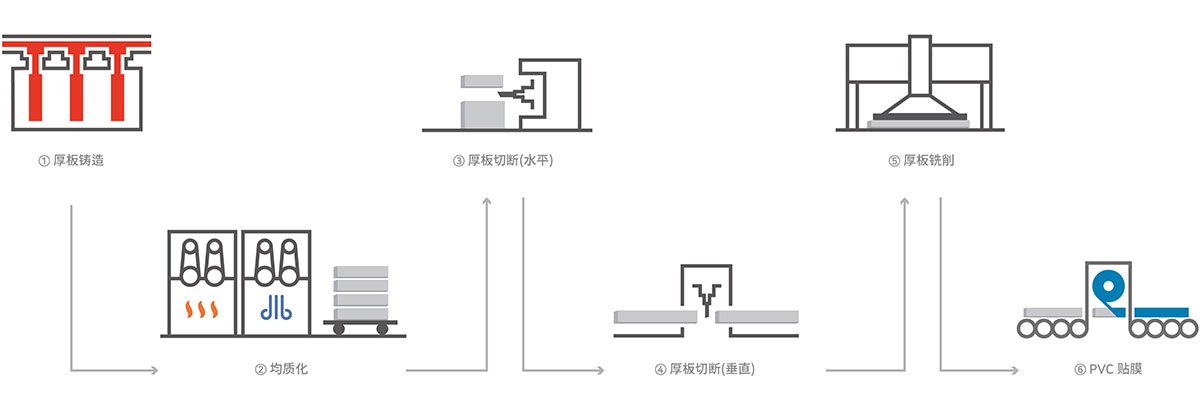
-
厚板铸造
厚板 (T520-W1620/T700-W2400) 铸造
-
均质化
均质化处理
-
厚板切断(水平)
水平切断
-
厚板切断(垂直)
垂直切断
-
厚板铣削
表面精密度铣削
-
PVC贴膜
粘贴产品胶带
挤压
在集装箱里放入钢坯,用推焦杆加压钢坯,材料会从模具孔流出,生产出棒材、型材、管材等具有一定断面的产品的工艺。
溶解
原材料装料后溶解
均质化处理
通过减少或消除由热扩散引起的成分偏析来制造均质的坯料和板坯产品
铸造
빌렛(5”~41.7”), 슬라브(T520,T700) 주조, 균일한 빌렛과 슬라브 성장 유도
Slab Cutting(Horizontal)
水平切断
Slab Cutting(Vertical)
垂直切断