2工厂挤压

2工厂 全景
挤压
- 占地
- 7,502㎡
- 建筑面积
- 3,570.45㎡

2工厂 内部1
挤压
- 占地
- 7,502㎡
- 建筑面积
- 3,570.45㎡

2工厂 内部2
挤压
- 占地
- 7,502㎡
- 建筑面积
- 3,570.45㎡

2工厂 内部3
挤压
- 占地
- 7,502㎡
- 建筑面积
- 3,570.45㎡
挤压设备现状
| - | 制造商 | 种类 | 钢坯 | 压力 | 产品 | |
|---|---|---|---|---|---|---|
| 合金 | 尺寸 | |||||
| 压铸能力 | SMS | 直接 | 13inch | 4,000吨 | 软合金 | Min. Ø 85 ~ Max.Ø 303 |
| 硬合金 | Min. Ø 75 ~ Max.Ø 281 | |||||
| UBE | 8inch | 2,600吨 | 软合金 | Min. Ø 40 ~ Max.Ø 80 | ||
| 硬合金 | N/A | |||||
| 国内 | 双重 动作 | 8inch | 2,600吨 | 软合金 | Min. Ø 40 ~ Max.Ø 80 | |
| 硬合金 | Min. Ø 40 ~ Max.Ø 75 | |||||
| 引张能力 | 国内 | - | - | 300吨 | 软合金 | Max.Ø 150 |
| 硬合金 | Max.Ø 125 | |||||
| 100吨 | Soft Alloy | Max.Ø 90 | ||||
| 硬合金 | Max.Ø 70 | |||||
| 150吨 | 软合金 | Max.Ø 115 | ||||
| 硬合金 | Max.Ø 85 | |||||
| 时效炉 | 尺寸 (W x H x L, mm) | 吨 | 种类 | 数量 |
|---|---|---|---|---|
| 2,000 X 3,400 X 20,000 | 20 | 批 | 1 | |
| 2,000 X 3,400 X 15,000 | 15 |
| 溶液加热炉 | 尺寸 (D x L, mm) | 吨 | 种类 | 数量 |
|---|---|---|---|---|
| 1,100 x 4,000 | 2 | 垂直 | 1 |
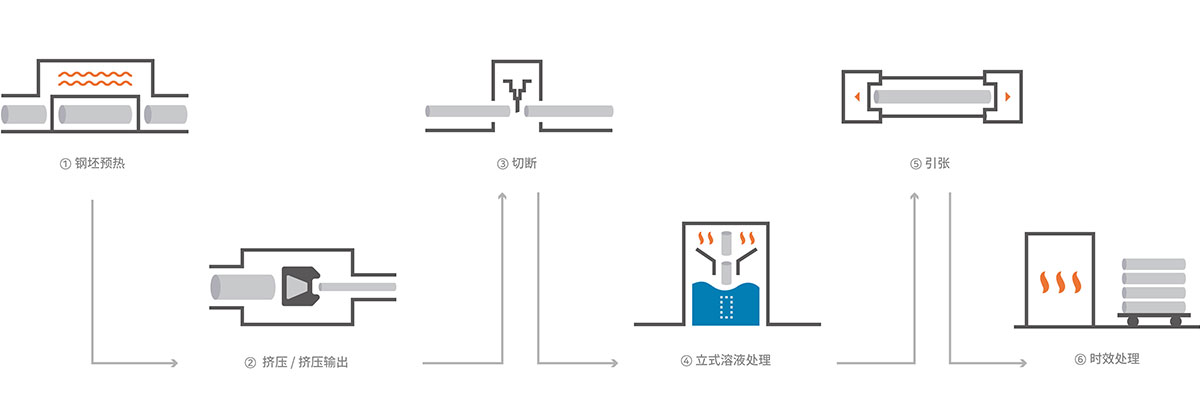
挤压工程过程
-
钢坯预热
为了提高挤压性,挤压前钢坯预热工序
-
挤压 / 挤压输出
在集装箱里放入钢坯,用推焦杆加压钢坯,材料会从模具孔流出,生产出棒材、型材、管材等具有一定断面的产品的工艺。
-
切断
产品切断
-
立式溶液处理
直到铝合金成分完全固溶为止加热后冷却,获得过饱和固溶体,增加强度的热处理方法。
-
引张
以去除产品的残留应力、赋予强度、矫正直线度等为目的挤压后或热处理后,引张一定量产品的工艺。
-
时效处理
时效硬化热处理/人工时效处理
挤压
在集装箱里放入钢坯,用推焦杆加压钢坯,
材料会从模具孔流出,生产出棒材、型材、管材等具有一定断面的产品的工艺。