2공장 - 압출

2공장 전경
압출
- 대지
- 7,502㎡
- 건평
- 3,570.45㎡

2공장 내부1
압출
- 대지
- 7,502㎡
- 건평
- 3,570.45㎡

2공장 내부2
압출
- 대지
- 7,502㎡
- 건평
- 3,570.45㎡

2공장 내부3
압출
- 대지
- 7,502㎡
- 건평
- 3,570.45㎡
압출 설비 현황
| - | Maker | Type | Billet | Power | Product | |
|---|---|---|---|---|---|---|
| Alloy | Size | |||||
| PRESS CAPACITY |
SMS | Direct | 13inch | 4,000Ton | Soft Alloy | Min. Ø 85 ~ Max.Ø 303 |
| Hard Alloy | Min. Ø 75 ~ Max.Ø 281 | |||||
| UBE | 8inch | 2,600Ton | Soft Alloy | Min. Ø 40 ~ Max.Ø 80 | ||
| Hard Alloy | N/A | |||||
| Domestic | Double action |
8inch | 2,600Ton | Soft Alloy | Min. Ø 40 ~ Max.Ø 80 | |
| Hard Alloy | Min. Ø 40 ~ Max.Ø 75 | |||||
| STRETCHER CAPACITY |
Domestic | - | - | 300Ton | Soft Alloy | Max.Ø 150 |
| Hard Alloy | Max.Ø 125 | |||||
| 100Ton | Soft Alloy | Max.Ø 90 | ||||
| Hard Alloy | Max.Ø 70 | |||||
| 150Ton | Soft Alloy | Max.Ø 115 | ||||
| Hard Alloy | Max.Ø 85 | |||||
| AGING FURNACE | SIZE (W x H x L, mm) | TON | TYPE | QUANTITY |
|---|---|---|---|---|
| 2,000 X 3,400 X 20,000 | 20 | BATCH | 1 | |
| 2,000 X 3,400 X 15,000 | 15 |
| SOLUTION HEATING FURNACE | SIZE (D x L, mm) | TON | TYPE | QUANTITY |
|---|---|---|---|---|
| 1,100 x 4,000 | 2 | VERTICAL | 1 |
압출 공정 과정
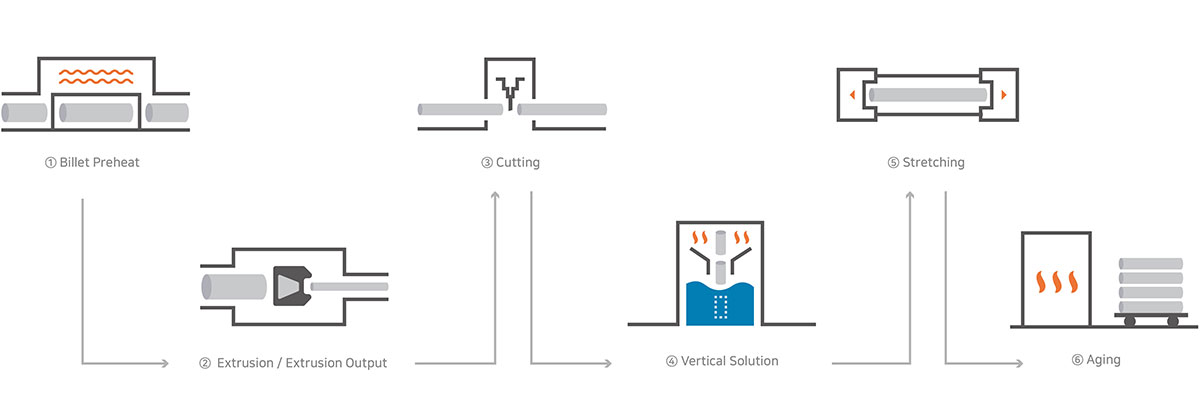
-
Billet Preheat
압출성 향상을 위해서 압출전 빌렛 예열 공정
-
Extrusion / Extrusion Output
컨테이너에 빌렛을 넣고 푸싱 램으로 빌렛을 가압하면 재료는 다이 구멍으로 유출되어 봉재, 형재, 관재등의 일정한 단면을 가진 제품으로 생산하는 공정
-
Cutting
제품 절단
-
Vertical Solution
알루미늄 합금 성분이 완전히 고용될때까지 가열하고 급랭하여 과포화 고용체를 얻어 강도를 증가시키는 열처리 방법
-
Stretching
제품의 잔류응력 제거, 강도부여, 진직도 교정등의 목적으로 압출후 또는 열처리후 제품의 일정량을 인장하는 공정
-
Aging
시효경화 열처리 / 인공시효 처리
Extrusion
컨테이너에 빌렛을 넣고 푸싱 램으로 빌렛을 가압하면
재료는 다이 구멍으로 유출되어 봉재, 형재, 관재등의 일정한 단면을 가진 제품으로 생산하는 공정